工艺路线
4.5.8工艺路线
工艺路线(routing)属于企业的技术文件、工程数据,用来表示企业产品在企业的一个加工路线(加工顺序)。在ERP系统中,工艺路线属于生产系统的基础数据,主要用于车间加工顺序和派工的管理。
操作步骤:
【第一步】点击“生产制造/车间管理/基础数据/工艺路线”进入工艺路线列表页面,如下图所示。

图4-1 工艺路线列表页面
【第二步】点击“新增”按钮,进入工艺路线新增界面。其中有“*”标识的是必输项。如下图所示。
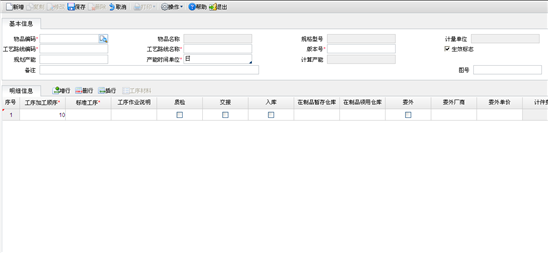
图4-2 工艺路线新增页面
栏目名称 | 栏目说明 |
表头栏目 | |
物品编码 | 参照物品档案中可建工艺路线的物品。 |
版本号 | 新建物品工艺路线时,如果该物品的工艺路线没有历史版本,则默认为V1.0,可修改。 |
生效标志 | 一个物品存在多个版本的工艺路线时,最多只能有一个版本的工艺路线生效,可以都不生效。 |
计算产能 | 本次维护表体“计算产能”列中的最小值。 |
表体栏目 | |
工序加工顺序 | 设置工序显示的顺序,第一行默认10,第二行默认20以此类推,如果新增工序的工序加工顺序号设置为15时,该道工序会显示在10和20之间。 |
标准工序 | 参照标准工序录入。录入后,会将标准工序档案中的计件费率自动带入到表体的计件费率中。 同一版本的工艺路线中,标准工序可以重复。 |
工序作业说明 | 输入工序的工艺加工、操作说明。 |
质检 | 工序质检标志。 |
作业时间 | 生产一个物品时,该工序所花费的时间。 |
作业批量 | 在作业时间内生产完成的物品数量 |
计算产能 | 详见产品工序产能计算。 |
首道工序 | 工艺路线中的第一道工序的标志(工序加工顺序号最小的为首道工序)。首道工序不能委外。 |
末道工序 | 工艺路线中的第后一道工序的标志(工序加工顺序号最大的为末道工序)。末道工序只能入库,不能交接。 |
委外 | 用于标识工序是否需要委外,支持首道工序委外功能。
|
交接 | 1用于连续工序加工的生产,上道工序完工后不入库,直接转交给下道工序,下道工序对转交的数量进行确认。 2末道工序只能入库,不能交接。 |
入库 | 1用于非连续工序加工的生产,上道工序完工后需要入库,下道工序生产时再从仓库领用上道工序的半成品。 2同一工序,交接和入库不能同时生效。 |
在制品暂存仓库 | 该工序加工完成后的暂存仓库。 |
在制品领用出库 | 该工序加工时,从哪一个纸制品库领取在制品。 |
委外厂商 | 工序委外厂商 |
委外单价 | 工序委外的单价 |
计件费率 | 该工序加工一件产品的费用 |
【产品工序产能计算】
如果产能计量单位为‘日’,工序日产能=工作中心日可用工时/作业时间*作业批量;工作中心日可用工时需要先计算成与工序时间单位一致后才可以计算,换算关系是时间的换算关系。
同理如果产能计量单位为‘小时’,计算同上。
如果产能计量单位为‘周’,等于工序日产能*5。
如果产能计量单位为‘月’,等于工序日产能*21。
如果产能计量单位为‘年’,等于工序日产能*250。
【第三步】输入相应的内容之后,点“保存”按钮,完成工艺路线的填制。
2注意:
工艺路线的导入与物料清单导入过程一样,请参见。
工序材料:请参照车间管理手册中的工序领料部分内容。
工艺组:工艺路线也可以通过获取工艺组功能生成。