车间派工
5.1.1车间派工
车间派工是车间管理的主要任务,包含按订单派工和按工序派工两部分。车间派工就是要将生产订单的任务分配到具体的设备、人员、班组、班次。
5.1.1.1订单派工
操作步骤:
【第一步】点击“生产制造/车间管理/派工/车间派工”进入车间派工页面(显示为生产订单列表)如下图所示。

图5-1 车间派工选择生产订单页面
1.派工到员工
前提条件:物品档案中,生产信息页签里,物品生产方式为订单派工,且派工到设备为空时。
选择生产方式为订单派工的生产订单,点击“订单派工”后,弹出选择员工界面,如下图所示。
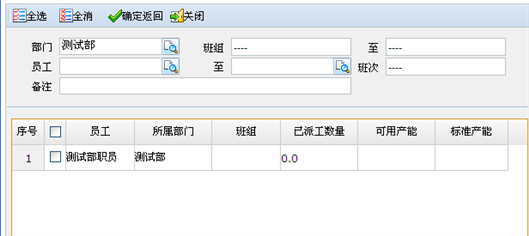
图5-2 选择员工界面
栏目名称 | 栏目说明 |
表头栏目 | |
部门 | 1默认为生产订单上的生产部门。 2可以更换为其他部门后,表体显示该部门的员工信息。 |
班次 | 输入后可以带到派工单上,它不作为员工的选择条件。 |
表体栏目 | |
已派工数量 | 查询员工未终止的派工单,且派工单的开完工时间要与生产订单的开完工时间有重合(订单派工),或与工序上的开完工时间有重合(工序派工),设每张派工单的重合天数为A;计算每张派工单的平均日派工数量(等于(派工数量/(派工单的完工日期-开工日期+1))*A,再加总) |
标准产能 | 1订单派工时,标准产能=订单上的(完工时间-开工时间+1)*员工日产能。 2工序派工时,标准产能=工序上的(完工时间-开工时间+1)*员工日产能。 |
可用产能 | 可用产能=标准产能-已派工数量 |
【业务规则】
选择了几个员工就生成几张派工单,派工单上的“派工数量”按照所选员工数量均分,不能均分的放到最后一个员工上,可以修改。
2.派工到设备
前提条件:物品档案中,生产信息页签里,物品生产方式为订单派工,且派工到设备时。
选择生产方式为订单派工的生产订单,点击“订单派工”,弹出选择设备界面:如下图所示。
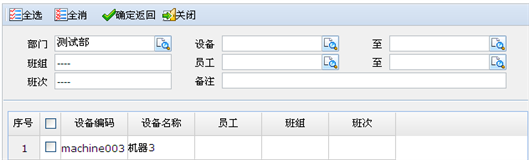
图5-3 选择设备界面
2注意:
1.在设备档案中,一台设备定义了多少个员工,就在这里显示多少条记录;设备档案中如果没有定义员工,就只显示一条记录。
2.派工到设备:在设备档案中不用设置该设备的操作员。
3.派工到设备和人员:在设备档案中必须设置该设备的操作员。
【第二步】选择员工或设备后,点击“确定”进入派工单界面。如下图所示。
![]()
图5-4 订单派工的派工单页面
栏目名称 | 栏目说明 |
员工 | 设备和员工不能同时为空。 |
设备/生产线 | 派工到设备时,不能为空。 |
生产部门 | 有员工默认带员工属性部门;有设备无员工默认带设备属性部门;有员工有设备时,默认带员工的部门;增行时默认订单部门。 |
派工数量 | 派工数量=生产订单数量—已派工数量 |
5.1.1.2工序派工
工序派工与订单派工界面相同,只是点“工序派工”后进入该订单的工序界面,然后再进行派工。
工序派工到人员和设备与订单派工的相同。
下面介绍一下工序派工的派工单界面,如下图所示。
![]()
图5-5 工序派工的派工单页面
派工单保存后,如果是工序领料的工序,可以点击‘工序材料’查看和维护工序材料。
栏目名称 | 栏目说明 |
工序加工顺序号 | 来源于生产订单里的订单工序中的工序加工顺序号。 |
标准工序 | 来源于生产订单-订单工序中的标准工序。 |
工序作业说明 | 来源于生产订单-订单工序中的工序作业说明。 |
在制品领用库 | 来源于生产订单-订单工序中的在制品领用库,可以修改 |
派工数量 | 派工数量=生产订单-订单工序中的加工数量—已派工数量 |
2说明:
支持工序派工的数据权限,指定哪些用户可以去对哪些工序进行派工;对无权限的工序用户在派工界面看不到,也不能进行派工